머시닝 센터의 공구
머시닝 센터에서 사용하는 공구는 그림 [3-7]처럼 절삭의 종류와 형상에 따라 다양하다. 이러한 공구들은 고정 장치(척이나 홀더)에 고정시키며 고정 장치를 주축에 장착시켜 가공하게 된다.
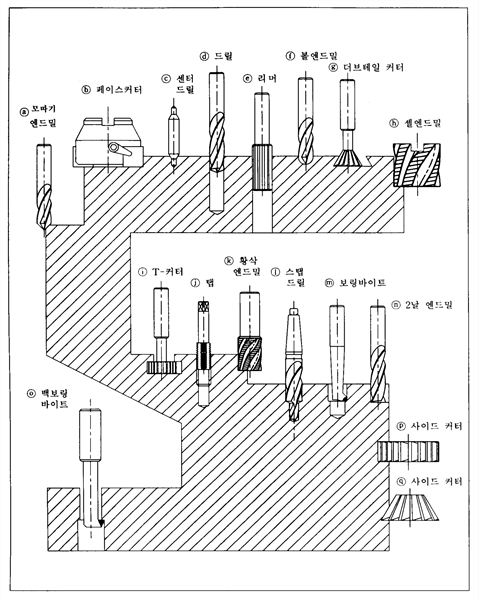
▴그림 3-1 머시닝 센터의 각종 공구에 의한 가공 보기
공구 고정 장치
① 툴 섕크와 풀 스터드.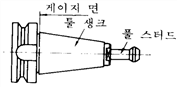
▴그림 3-2 공구 고정 장치
툴 섕크(tool shank)는 공구를 지지하여 주축에 고정하기 위한 고정구이다. 풀 스터드(Pull stud)는 툴 섕크를 주축에 고정시키기 위한 툴 섕크의 보조 기구이다.
툴 섕크는 보통 테이퍼형을 많이 사용하고 호칭은 BT 30 부터 60이 규격화되어 있다. BT 40, 45, 50이 많이 쓰인다.
② 툴링 시스템(Tool System)
머시닝 센터에서 사용하는 공구는 툴 섕크를 가진 각종 툴 홀더를 이용해서 주축에 고정한다. 공구의 효율적인 운용을 하기 위해서는 미리 사용하는 툴 홀더나 공구를 체계화해서 그것에 따라 적절한 공구를 선택하는 것이 좋다. 툴 홀더나 공구의 체계화를 툴링 시스템이라 부른다.
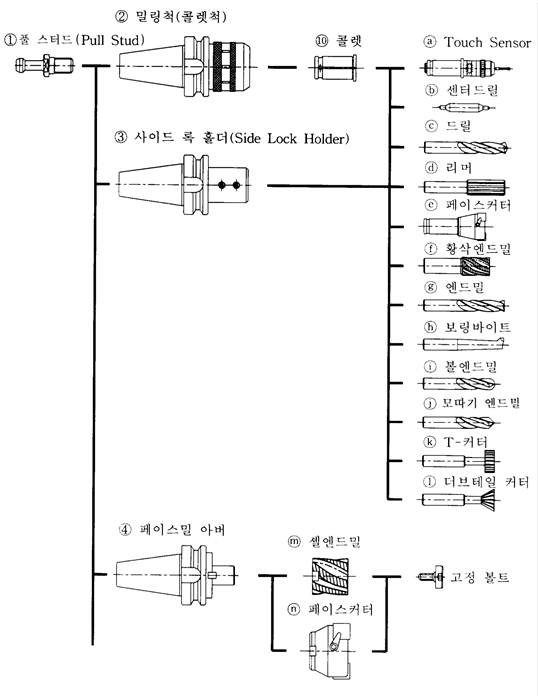
▴그림 3-3 머시닝 센터의 툴링 시스템 ①
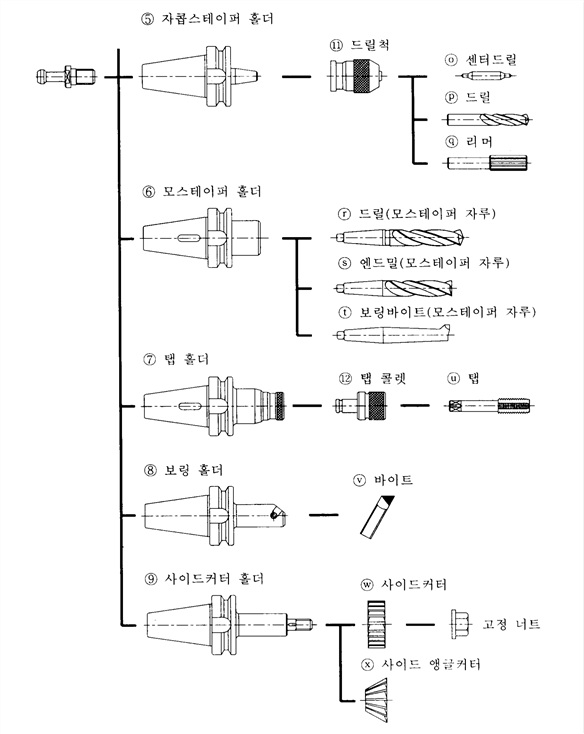
▴그림 3-4 머시닝 센터의 툴링 시스템 ②
머시닝 센터의 절삭 조건
①절삭 속도
커터의 절삭 속도는 커터의 바깥 둘레 속도이다. 일감의 재질과 공구의 재질에 따라 다르다.
절삭 속도를 구하는 식은, 주축의 회전수를 n(r.p.m), 커터의 지름을 d(mm)라고 하면 절삭속도 v(m/min)는
![]() 이 된다.
이 된다.
절삭 조건표를 보고 적당한 주축 회전수를 구한다.
������ 지름 10mm인 고속도강 엔드밀로 강을 절삭할 때의 회전수는,
절삭 속도를 25m/min으로 하면 ![]() = 약 960rpm이 된다.
= 약 960rpm이 된다.
②이송 : 선반과 달리 공구의 분당 이송량(mm/min)을 말하며, 밀링 커터의 날 1개 마다의 이송을 기준으로 한다. 이송 속도는 다음 식으로 구할 수 있다.
F = fz · z · n(m/min)
fz : 날 1개 마다의 이송, z : 커터의 날 수, n : 회전수
������ 지름 10mm인 고속도강 엔드밀의 절삭날이 4날이고, 회전당 이송이 0.05mm/rev 일 때,
분당 이송 속도는? F = 0.05×4×960 = 192mm/min 이 된다.
③절삭 깊이 : 공구의 절입량 이며, 거친 절삭과 다듬 절삭에 따라 다르다.
▶다음의 표는 공구와 일감의 재질에 의한 절삭 조건의 예를 나타낸 것이다.
|
작 업 공 구 |
피 삭 재 (HB 경도) |
절 삭 속 도 (m/min) |
이 송 (mm/rev) | ||
|
HSS |
초경(KTP) |
3중 코팅 | |||
|
드릴 (Drill) |
주철 (200) |
30 ~ 36 |
30 ~ 60 |
- |
0.05~0.4 |
|
칠드주철 (500) |
18 ~ 25 |
20 ~ 30 |
- |
0.05~0.28 | |
|
보통강, 합금강(250) |
22 ~ 27 |
22 ~ 35 |
- |
0.05~0.25 | |
|
특수강, 담금질강 |
10 ~ 14 |
16 ~ 20 |
- |
0.05~0.25 | |
|
알루미늄 |
70 ~ 90 |
100 ~ 150 |
- |
0.05~0.15 | |
|
구리합금, 강화플라스틱 |
40 ~ 100 |
60 ~ 150 |
- |
0.05~0.1 | |
|
엔드밀 (End Mill) |
주철 (200) |
25 ~ 35 |
45 ~ 65 |
- |
0.04~0.25 |
|
보통강, 합금강(250) |
20 ~ 25 |
30 ~ 35 |
- |
0.05~0.2 | |
|
공구강, 스텐레스 |
10 ~ 15 |
18 ~ 25 |
- |
0.05~0.15 | |
|
구리,알루미늄, 플라스틱 |
60 ~ 100 |
80 ~ 150 |
- |
0.1~0.28 | |
|
페이스밀 (Face Mill) |
구상흑연주철(160) |
- |
80 ~ 180 |
80 ~ 220 |
0.1~0.4 |
|
주철 (200) |
- |
80 ~ 150 |
80 ~ 200 |
0.1~0.5 | |
|
보통강, 합금강(250) |
- |
100 ~ 180 |
120 ~ 200 |
0.1~0.4 | |
|
주강, 공구강 |
- |
50 ~ 90 |
70 ~ 120 |
0.1~0.35 | |
|
특수강(250) |
- |
20 ~ 60 |
40 ~ 80 |
0.1~0.25 | |
|
구리, 알루미늄, 플라스틱 |
- |
150 ~ 500 |
150 ~ 500 |
0.1~0.55 | |
|
보링 (Boring) |
구상흑연주철(160) |
- |
60 ~ 140 |
100 ~ 160 |
0.8~1.0 |
|
회주철(180) |
- |
60 ~ 150 |
140 ~ 260 |
0.8~1.0 | |
|
보통강(160) |
- |
100 ~ 180 |
150 ~ 250 |
0.8~1.0 | |
|
공구강, 스텐레스 |
- |
80 ~ 120 |
110 ~ 160 |
0.8~1.0 | |
|
알루미늄 |
- |
120 ~ 280 |
200 ~ 300 |
0.8~1.0 | |
|
버니싱 (Burnishing) |
주철 (200) |
- |
30 ~ 60 |
- |
0.05~0.1 |
|
알루미늄 |
- |
50 ~ 100 |
- |
0.05~0.1 | |
|
리머 (Reamer) |
주철 (200) |
5 ~10 |
10 ~ 15 |
- |
0.3~1.4 |
|
보통강(160) |
3 ~ 6 |
6 ~ 12 |
- |
0.3~0.55 | |
|
구리, 알루미늄 |
10 ~15 |
13 ~ 18 |
- |
0.2~1.4 | |
|
탭 (Tap) |
주철 (200) |
7 ~ 9 |
- |
- |
피치×회전수 |
|
보통강 (160) |
4 ~ 9 |
- |
- |
피치×회전수 | |
|
알루미늄 |
15 ~ 20 |
- |
- |
피치×회전수 | |
|
U-Drill |
보통강, 합금강(250) |
- |
- |
100 ~ 200 |
0.07~0.3 |
������ 절삭속도와 이송속도는 공구의 고정 상태에 따라서 적절하게 조정한다.
'나의 이야기' 카테고리의 다른 글
| [스크랩] ◐ 설계시 꼭 필요 / 제조사홈피 ◑ (0) | 2016.06.02 |
|---|---|
| [스크랩] 동의 종류 및 특징ㅎㅎ (0) | 2016.05.23 |
| [스크랩] 기어금형 모델링 사진 올려 봅니다. (0) | 2016.05.15 |
| [스크랩] 몰드 금형의 작동 원리 (0) | 2016.05.15 |
| [스크랩] 플라스틱 사출금형의 이해 (0) | 2016.05.15 |