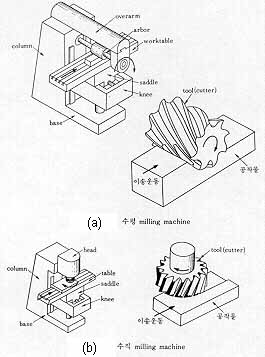
회전하는 절삭공구에 가공물을 이송하여 원하는 형상으로 가공하는 공작기계를 milling machine 이라 하며, 이 공작기계에서의 가공을 milling 이라 한다. ☞ milling machine 가공(milling)은 4편 절삭가공에서 이미 공부했다.
-
(1) 절삭속도 및 이송:
-
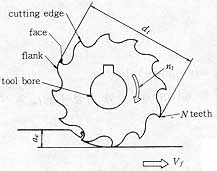
cutter의 외경을 d(mm), 회전수를 n(rpm), 절삭속도를 V(m/min)라 하면
와 같이 표시되며, 가공재료와 공구재료에 따른 절삭속도는 ☞ 4편에서 절삭속도 및 이송 표를 참조하라.
 절삭 및 이송운동
절삭 및 이송운동
☜
이송은 cutter 인당(刃當)에 대한 table의 이동거리 fz(mm/tooth/rev) 또는 cutter 의 매 회전에 대한 table 의 이동거리 fr(mm/rev)로 표시한다. 따라서 단위시간의 table 의 이동거리, 즉 이송속도 Vf(mm/min)와 이들 관계는 cutter의 날수를 z 라 할 때 다음과 같다.
-
-
(2) 절삭률:
-
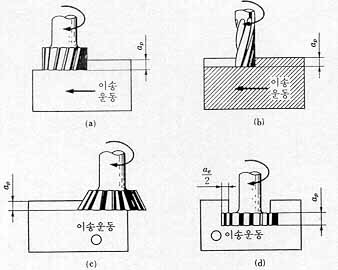
원주(圓周) milling(slab milling, peripherial milling)에서 cutter 폭이 가공면 폭(b)보다 크고(ap ≥ b), 물림깊이를 ae라 하면 절삭률 Zw는 다음과 같다.
 slab milling
slab milling 수직 milling 의 경우 물림깊이를 ap , 물림폭을 ae라 할 때 절삭률 Zw는 다음과 같다.
 수직 milling
수직 milling
-
(3) 절삭저항 및 동력:
-
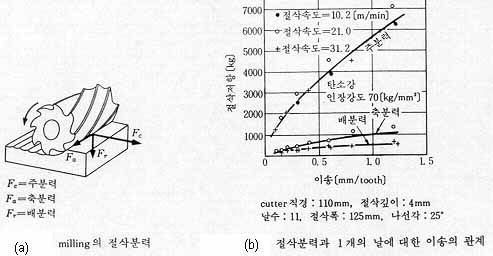
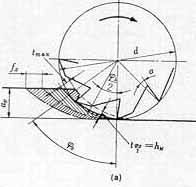
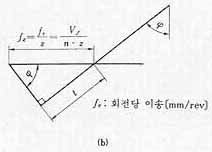
그림(a)와 같은 helical cutter 로 원주 milling할 때 절삭저항은 주분력 Fc , 축방향 분력 Fa , 배분력 Fr을 생각할 수 있다. 그림(b)에서 보는 바와 같이 1개의 날에 대한 이송이 커지면 절삭저항은 증가하나, 증가율은 감소하는데 이것은 치수효과로 생각된다.
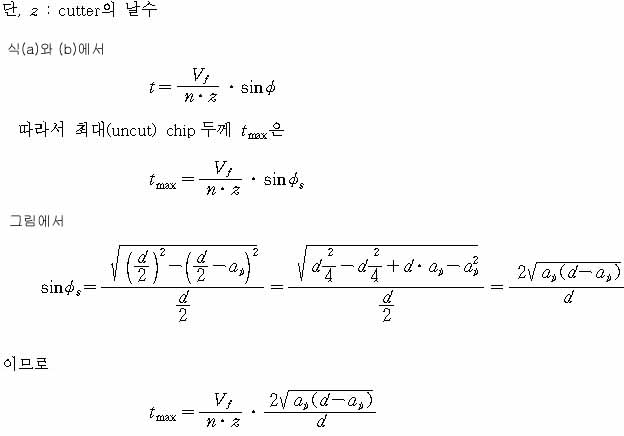
다음 그림에서 절삭인이 공작물에 대하여 임의각 φ만큼 절삭했을 때 절삭인당의 이송을 fz , 미변형 chip(uncut chip) 두께를 t라 하면
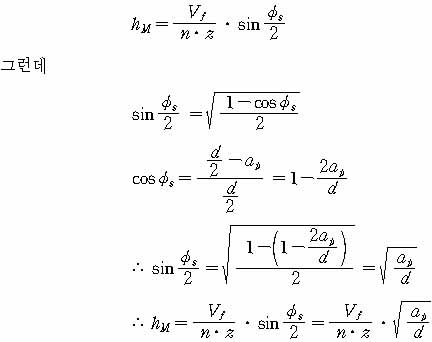
평균절삭 torque 및 소요동력은 cutter 접촉각의 2분의 1인 점의 미변형 chip 두께 hM으로부터 구해지는 비절삭저항 kM에 의하여 결정할 수 있다는 것을 Schlesinger가 제안했다. hM은 φs/2의 위치에서 미변형 chip 두께이며, 이 점에서의 비절삭저항은 φs각내에서 변하는 비절삭저항의 평균값이 될 것이다.
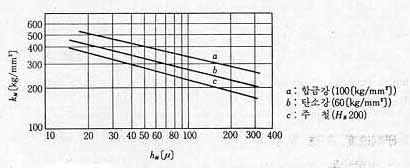
위 그림에서 비절삭저항 kM을 hM의 함수로 나타낸 것이며, 비절삭저항 kM은 cutter의 나선각과는 무관하다.
이송속도 Vf(mm/nin), 회전수 n(rpm), cutter의 날수 z, 절삭깊이(물림깊이) ap, 절삭폭 b(mm) 및 cutter 지름 d(mm)가 주어지고 hM의 함수로서 kM이 정해질 때 절삭저항 Fc는
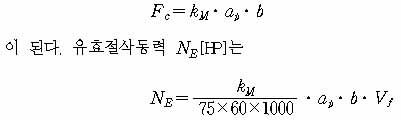
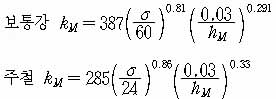
가공재료의 인장강도를 σ(kg/mm²) (uncut) chip 평균두께를 hM(mm)라 하면 비절삭저항 kM(kg/mm²)에 대한 실험식을 소개하면 다음과 같다.
'나의 이야기' 카테고리의 다른 글
| [스크랩] [절삭 역학]공구각의 영향 (0) | 2016.03.01 |
|---|---|
| [스크랩] [절삭 역학]drilling (0) | 2016.03.01 |
| [스크랩] [절삭 역학]형삭(形削; shaping) 및 평삭(平削; planing) (0) | 2016.03.01 |
| [스크랩] [절삭 역학]연삭(硏削) (0) | 2016.03.01 |
| [스크랩] 7080 추억의 골든 팝송... (0) | 2016.03.01 |