공구의 회전운동과 축방향의 이송운동으로 구멍을 뚫는 것을 drilling이라 하며, 이에 사용되는 공작기계를 drilling machine이라 한다. ☞ drilling machine에서의 기본작업은 4편 절삭가공에서 이미 공부했다.
-
(1) 절삭속도 및 이송:
-
drill의 절삭속도는 절삭인의 위치에 따라 다르나, 특별한 지정이 없으면 외주상(外周上)의 절삭속도를 의미하며, 절삭속도 V(m/min), drill 지름 d(mm) 및 회전수 n(rpm)의 관계는 다음과 같다.

-
-
(2) 절삭률:
-
다음 그림에서 절삭두께(uncut chip 두께) t 는
절삭폭 b 는
이고, dm은 가공구멍의 지름, dw는 이미 뚫어진 구멍의 지름, Vf는 이송속도, n은 drill의 회전수(rpm) 이다.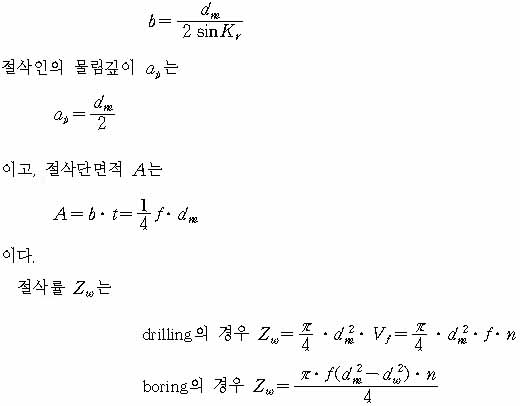
-
-
(3) 절삭저항 및 동력:
-
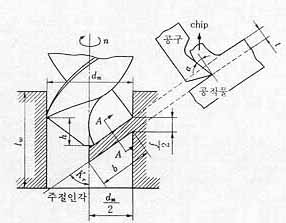
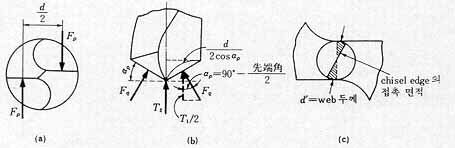
그림에서 Fp(kg)는 절인 1개에 작용하는 절삭저항, f (mm/rev)를 이송이라 하면 절삭인당 이송은 f/2 가 되고, 비절삭저항을 ks라 할 때 다음과 같이 쓸 수 있다.
d/2 를 사이에 두고 작용하는 절삭저항 Fp에 대한 moment M(kg-mm)은 다음과 같다.
-
 (a)
(a)
f가 커지면 치수효과에 의하여 ks는 감소하고, 큰 drill 에서는 chisel edge의 영향이 적어진다.
 drii에 작용하는 절삭저항 및 추력
drii에 작용하는 절삭저항 및 추력
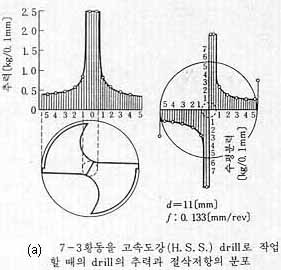
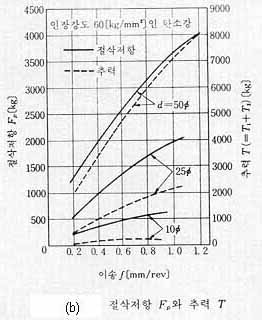
윗 그림(b)와 같이 추력(推力; thrust) T 의 일부는 절삭저항의 분력인 Fq , 다른 일부는 chisel point 에 작용하는 추력 T₂에 기인한다. 경사각을 알면 절삭에 의하여 발생하는 추력 T₁은 쉽게 구할 수 있다. 실제에 있어서 유효경사각은 drill 의 외경 가까이에서 양(陽)의 값으로부터 chisel edge 근처에서는 음(陰)의 값으로 변한다. 보통 Fq/Fp = 0.5 ~ 1.0 정도이므로
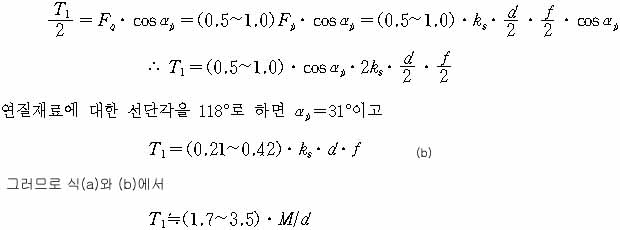
윗 식에서 하한은 경사각이 크고 마찰이 적은 경우에 적용되고, 상한은 하한의 경우와 반대일 때 적용된다. chisel 부의 추력 T2 의 계산은 실제 금속과 접촉하고 있는 chisel edge 부분을 쉽게 파악할 수 없기 때문에 어렵다. 이 부분은 이송과 절삭속도의 비가 변하면 변할 것이다. chisel edge 의 접촉 면적은 개략적으로 그림 (c) 의 빗금 부분과 같이 web에 내접시킨 원의 10 ~ 20% 에 달한다. web 의 두께 d' 는 drill 의 지름과 함께 변하며, 지름 1/8in보다 작은 것에는 0.2d, 지름 1in보다 큰 것에는 0.1d 정도이다. chisel point의 압입작용은 경도시험에서와 유사하다. 따라서 T₂는
그림(a)와 그림(b)는 추력 및 절삭저항의 분포를 보여 준다.
-
'나의 이야기' 카테고리의 다른 글
| [스크랩] [절삭 역학]각 공작기계에서의 절삭역학 (0) | 2016.03.01 |
|---|---|
| [스크랩] [절삭 역학]공구각의 영향 (0) | 2016.03.01 |
| [스크랩] [절삭 역학]milling (0) | 2016.03.01 |
| [스크랩] [절삭 역학]형삭(形削; shaping) 및 평삭(平削; planing) (0) | 2016.03.01 |
| [스크랩] [절삭 역학]연삭(硏削) (0) | 2016.03.01 |