가공물에서 불필요한 부분을 절삭공구인으로 제거하여 소정의 형상과 치수로 가공을 완성한 가공면을 미시적(微視的)으로
보면 수많은 요철(凹凸)이 있으며, 일정한 간격에 있는 요철의 빈도와 크기를 표면거칠기(粗度; roughness)라 하고, 가공정밀도를 평가하는
중요한 인자이다. 이러한 요철은 내부응력, 변질층과 함께 내마모성, 내식성 등을 저하시키는 영향을 준다.
조도의 표시법에는
중심선평균조도, 최대높이조도, 10점평균조도 등이 있으며, 이에 대하여는 6편
측정에서 소개했으므로 여기에서는 조도에 영향을 주는 인자에 대한 것만을 기술한다.
-
(1) 이론적 조도:
-
절삭가공에서 이론적 조도(ideal roughness)란 built-up edge, 진동, 공작기계의 부정확 등이 없이 단지 절삭공구형상 및 이송(feed)에 의한 자국으로 정해지는 조도를 의미한다.
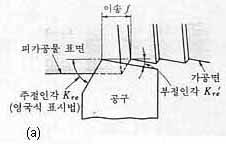
(1-1) 선삭(旋削)에서 공구선단(工具先端) 반지름 re = 0인 경우:
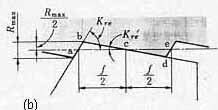
정의에 의하여 이송방향으로의 최대높이조도 Rmax과 평균조도 Ra는 다음과 같이 전개된다.

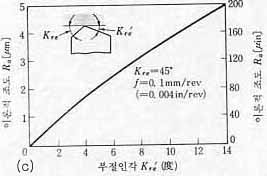
그림(c)는 윗 식에 대한 graph이다.
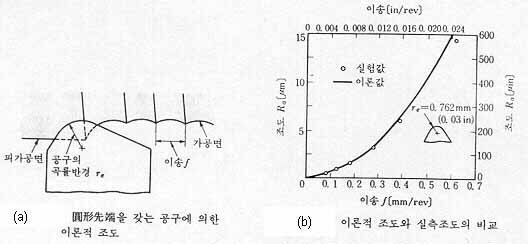
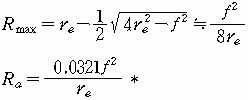
(1-2) 선삭(旋削)에서 공구선단(工具先端) 반지름 re ≠ 0 인 경우:
그림에서 선단반지름이 re인 공구로 선삭한 가공면의 이송방향으로의 이론적 조도는 다음과 같다.
 보충 (위식의 도출과정)(절삭가공학에 link되었음, p. 200에서 부터)
보충 (위식의 도출과정)(절삭가공학에 link되었음, p. 200에서 부터)
-
(2) 실제의 조도:
-
가공면에 실제로 나타나는 조도에 영향을 미치는 인자를 다음과 같이 정리할 수 있다..
- 공작기계의 진동
- saddle 등과 같은 것에 의한 공구운동의 부정확
- 이송기구의 불규칙성
- 가공재료의 결함
- 취성재료의 절삭에서 chip의 불연속
- 연성재료(延性材料)를 저속에서 절삭할 때 가공면의 뜯김
- chip의 유동에 의한 가공면의 손상
이들 영향에 대하여는 위의 pdf- file을 참조하기 바란다.
'나의 이야기' 카테고리의 다른 글
| [스크랩] [절삭 역학]절삭공구재료 (0) | 2016.03.01 |
|---|---|
| [스크랩] [절삭 역학]절삭유제(切削油劑) (0) | 2016.03.01 |
| [스크랩] [절삭 역학]각 공작기계에서의 절삭역학 (0) | 2016.03.01 |
| [스크랩] [절삭 역학]공구각의 영향 (0) | 2016.03.01 |
| [스크랩] [절삭 역학]drilling (0) | 2016.03.01 |